|
|
|
Учебное пособие Глава 13. Общие вопросы технологии сварки стали
Подготовка конструкций к сваркеПодготовка конструкций к сварке разделяется на три этапа:
Обработка кромок конструкций, подлежащих сварке, производится в соответствии с чертежами конструкций и согласно требованиям ГОСТ 5264—80 и других ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем кислородной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ. Важным этапом подготовки конструкции к сварке является сборка под сварку. Под ручную дуговую сварку конструкции собирают при помощи сборочных приспособлений или прихваток. На рис. 13.1 приведены некоторые типы сборочных приспособлений: струбцины 1 выполняют разнообразные операции по сборке углового металла, балок, полос и т. п.; клинья 2 используют для сборки листовых конструкций; рычаги 3 — для сборки углового металла и других конструкций; стяжные уголки 4 и угловые фиксаторы 8 — для сборки листовых конструкций; домкраты 5 — для стягивания обечаек, балок и других конструкций; прокладки с клиньями 7 — для сборки листовых конструкций с соблюдением величины зазора; стяжные планки 10 и угольники 11 — для сборки листовых конструкций под сварку без прихваток. Применяют и другие типы приспособлений.
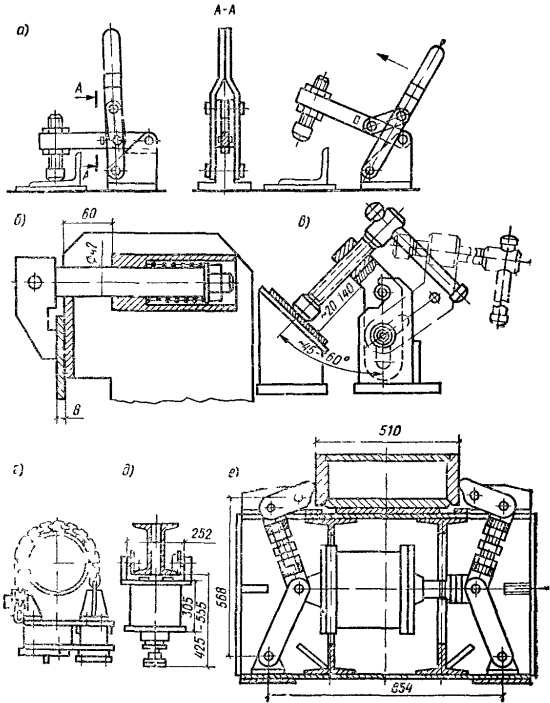
Рис 13.1. Сборочные приспособления На рис. 13.2 приведено устройство некоторых прижимов рычажного и пневматического типов, используемых при изготовлении конструкций в цеховых условиях. К ним относятся быстродействующие откидные и пневматические прижимы.
Рис. 13 2. Прижимы Перед сборкой обработанные элементы конструкций должны быть измерены, осмотрены их кромки, а также прилегающий к ним металл, тщательно очищены от ржавчины, масла, краски, грязи, льда, снега, влаги и окалины. В цеховых условиях элементы конструкций собирают на стеллажах — плитах, имеющих пазы для установки в них приспособлений (болтов, стяжек, штырей и т.п.), крепящих собираемые элементы по размерам, предусмотренным в чертежах. Используются также простейшие стеллажи из горизонтальных балок, установленных на стойках высотой 200—400 мм. Fla рис. 13.3 показан пример сборки листовых конструкций с помощью простейших приспособлений и сборки конструкций из профильного металла — углового, двутаврового и т. п. Кромки собранных конструкций, подлежащие сварке, по своей форме и размерам должны соответствовать чертежам и стандартам.
Рис. 13.3. Сборка конструкций Стыки конструкций по мере сборки закрепляют прихватками — короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения Длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50 мм и расстояние между ними — не более 500 м, для сталей с пределом текучести более 390 МПа прихватки должны быть длиной 100 мм и расстояние между ними — не более 400 мм При небольшой толщине собираемых деталей (4—6 мм) прихватки могут быть более короткими (20—30 мм) и расстояние между ними 200—300 мм. При сборке на прихватках громоздких тяжелых конструкций, кантуемых при сварке, расположение прихваток и их величина указываются в проекте производства сварочных работ. Не/даляемые при сварке прихватки должны выполняться сварщиками, которые впоследствии будут сваривать прихваченные соединения. Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке, что может привести к образованию трещин, особенно в элементах большой толщины. Поэтому сборку на прихватках применяют при толщине металлов б—10 мм, а при большей толщине используют сборочные приспособления, фиксирующие форму и размеры конструкций, однако допускающие ее незначительное перемещение от сварочной усадки. Такими приспособлениями являются клиновые стяжки (см. рис. 13.1). Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости дополнительному исправлению дефектов сборки и очистке.
|





|
|